Introdução aos produparas quíeuicos especiais de liofilização
A preservação e estabilização de materiais sensíveis e de alpara valou são fundamentais em inúmeras indústrias avançadas. Liofilização , também conhecido como liofilização , destaca-se como uma técnica crítica para conseguir isso, particularmente no domínio da especialidades químicas .
Breve Visão Geral da Liofilização (Liofilização) e seus Princípios
A liofilização é um processo de desidratação suave usado para preservar materiais perecíveis ou para paraunar o material mais conveniente para transpoute e armazenamenpara. O princípio fundamental baseia-se sublimação , onde o gelo se converte diretamente em vapou d'água sob vácuo, sem passar pela fase líquida.
O processo consiste em três etapas principais:
- Congelamenpara: O produto é resfriado abaixo de seu eutético ou temperatura de transição vítrea solidificar completamente todos os seus componentes.
- Secagem Primária (Sublimação): Sob um profundo vácuo , calor controlado é aplicado para permitir que o solventee congelado (normalmente água) sublime.
- Secagem Secundária (Dessorção): A temperatura é aumentada ainda mais e o vácuo é mantido para remover a umidade residual adsorvida, resulteo em um produto com um teor muito baixo. teor de umidade .
Importância e benefícios da liofilização na indústria de especialidades químicas
Para especialidades químicas sensíveis – que muitas vezes incluem moléculas orgânicas complexas, compostos biológicos e materiais avançados – os métodos convencionais de secagem que envolvem calor elevado ou simples evaporação podem levar à degradação, perda de atividade ou alterações físicas indesejáveis.
A liofilização é essencial porque oferece um ambiente altamente controlado e de baixa temperatura que preserva o estrutura química, atividade biológica e morfologia do material inicial.
Os principais benefícios da aplicação da liofilização em produtos químicos especiais incluem:
- Estabilidade aprimorada e maior vida útil: Ao reduzir o teor de umidade para <1-3%, os caminhos críticos de degradação – especialmente aqueles catalisados pela água – são significativamente retardados, prolongeo drasticamente a vida útil do produto.
- Solubilidade Aprimorada (Reconstituição): O resultado poroso e de alta área superficial bolo liofilizado muitas vezes se dissolve rápida e completamente com a adição de um solvente, o que é crucial para injetáveis e reagentes de diagnóstico.
- Controle preciso sobre tamanho e morfologia das partículas: Os protocolos de congelamento e secagem podem ser ajustados para influenciar as características físicas do produto final, o que é vital para o desempenho em materiais avançados e nanomateriais .
- Armazenamento e transporte simplificados: O peso e o volume reduzidos do produto seco, aliados à sua maior estabilidade à temperatura ambiente ou refrigerada, reduzem os custos e riscos logísticos.
Compreendendo os produtos químicos especializados
Para utilizar efetivamente equipamento de liofilização , é preciso primeiro entender a natureza especialidades químicas e as demeas únicas que colocam no processo.
Definição e características de produtos químicos especiais
Produtos químicos especializados , também conhecido como produtos químicos de desempenho , são produtos químicos específicos vendidos com base no seu desempenho ou função, e não apenas na sua composição. Geralmente são produtos de alto valor e baixo volume, com paramulações complexas e requisitos de pureza específicos.
Características principais:
- Orientado pela funcionalidade: Seu valor é derivado de seu efeito específico (por exemplo, catalisar uma reação, proporcionar um efeito terapêutico ou permitir a detecção).
- Alta Sensibilidade: Muitas especialidades químicas, especialmente biológicas como enzimas e terapêutica proteica , são altamente sensíveis ao calor, à tensão de cisalhamento e à atividade da água, o que pode levar à desnaturação ou degradação.
- Requisitos de pureza: Aplicações em indústrias regulamentadas como produtos farmacêuticos e diagnóstico exigem níveis extremamente elevados de pureza, muitas vezes necessiteo de processamento asséptico.
- Paramulações Complexas: Freqüentemente requerem a inclusão de excipientes, tampões e crioprotetores ( sacarose , trealose , manitol ) para manter a estabilidade durante o congelamento e a secagem.
Exemplos de produtos químicos especiais adequados para liofilização
A natureza suave e de baixa temperatura da liofilização a torna ideal para uma ampla gama de materiais sensíveis e de alto valor:
| Categoria Química Especializada | Exemplos e Entidades | Por que a liofilização é usada |
| Produtos farmacêuticos | Vacinas , injetáveis , terapêutica proteica , anticorpos | Preserva a atividade biológica, prolonga prazo de validade e allows for easy reconstitution in clinical settings. |
| Diagnóstico | Enzimas , anticorpos , calibradores | Mantém a atividade precisa e a integridade estrutural necessárias para um desempenho analítico preciso. |
| Probióticos | Culturas bacterianas vivas (microrganismos) | Preserva a célula viabilidade e estabilidade sem usar calor prejudicial, garantindo um produto final potente. |
| Enzimas | Catalisadores industriais e biológicos | Mantém a estrutura terciária e a atividade catalítica, que seriam destruídas pela secagem por calor convencional. |
| Nanomateriais | Lipossomas, nanopartículas, veículos avançados de distribuição de medicamentos | Evita a aglomeração de partículas durante a secagem, crieo dispersões estáveis e controladas. tamanho de partícula . |
Desafios e considerações exclusivos ao liofilizar produtos químicos especiais
A complexidade e a sensibilidade destes materiais introduzem desafios significativos que necessitam de um controle preciso sobre o ciclo de liofilização:
- Baixas temperaturas de colapso/eutéticas: Muitas formulações têm temperaturas críticas muito baixas, o que significa que o produto deve ser mantido extremamente frio durante a secagem primária para evitar o colapso da estrutura.
- Heterogeneidade do produto: Misturas complexas (por exemplo, calibradores de diagnóstico ou vacinas multicomponentes) requerem parâmetros de processo que acomodem as diferentes temperaturas críticas de vários componentes.
- Tolerância à umidade residual: Para estabilidade a longo prazo, especialmente de produtos biológicos, o resultado final teor de umidade deve ser extremamente baixo (frequentemente <1%), exigindo secagem secundária .
- Complexidade de aumento de escala: Transição de uma formulação bem-sucedida em escala laboratorial para uma liofilizador de produção é um desafio, pois a dinâmica da transferência de massa e calor muda significativamente. Isso requer conhecimentos robustos de engenharia e modelagem baseada em dados.
É na abordagem destes desafios que o conhecimento especializado e o equipamento avançado se tornam inegociáveis. Instituto de Pesquisa de Tecnologia de Liofilização Sieno (Jiangsu) Co., Ltd , por exemplo, concentra-se na profunda integração da ciência dos alimentos liofilizados com fabricação de equipamentos inteligentes . Embora seja conhecida por impulsionar a inovação no processamento de alimentos, o compromisso da Sieno em consolidar os principais recursos tecnológicos de liofilização do mundo, envolvendo-se em colaborações estratégicas com especialistas universitários e aproveiteo equipamento de liofilização inteligente desenvolvido de forma independente fornece o conhecimento tecnológico fundamental essencial para lidar com as demeas precisas de especialidades químicas sensíveis. Essa sinergia garante que o equipamento possa lidar com perfis térmicos complexos e manter os rígidos controles ambientais exigidos para aplicações de alto valor.
Equipamento de liofilização para produtos químicos especiais
O sucesso de produtos químicos especiais de liofilização depende da seleção e operação correta equipamento de liofilização . Este maquinário deve fornecer controle preciso e reprodutível da temperatura e vácuo para proteger formulações sensíveis.
Tipos de liofilizadores
Os liofilizadores são categorizados principalmente por sua capacidade e aplicação pretendida, refletindo os diferentes estágios do ciclo de vida do produto, desde a descoberta até a comercialização:
| Tipo de liofilizador | Aplicação Típica | Principais características e escala |
| Liofilizadores de laboratório | R&D , estudos de viabilidade, triagem de formulações, testes de pequenos lotes. | Bancada ou em pequena escala, fácil portabilidade, projetada para testes rápidos, capacidade normalmente <10 L de gelo. |
| Liofilizadores em escala piloto | Aumento de escala estudos, otimização de processos, produção de materiais para ensaios clínicos. | Tamanho intermediário, alto nível de instrumentação e controle, capacidade normalmente de 10 a 50 L de gelo. Essencial para coletar dados necessários para modelos de produção. |
| Liofilizadores de produção | Produção comercial em grande escala , ambientes cGMP. | Capacidade máxima (até centenas de litros de gelo), cheia automação , projetado para alto rendimento contínuo, Clean-in-Place totalmente integrado ( CIP )/Esterilizar no local ( SIP ) recursos. |
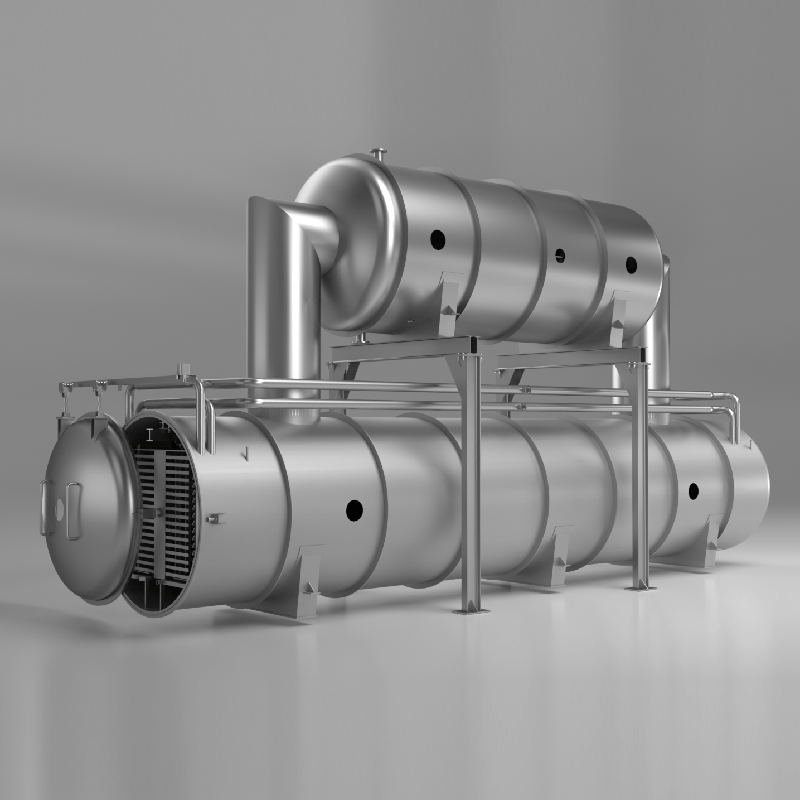
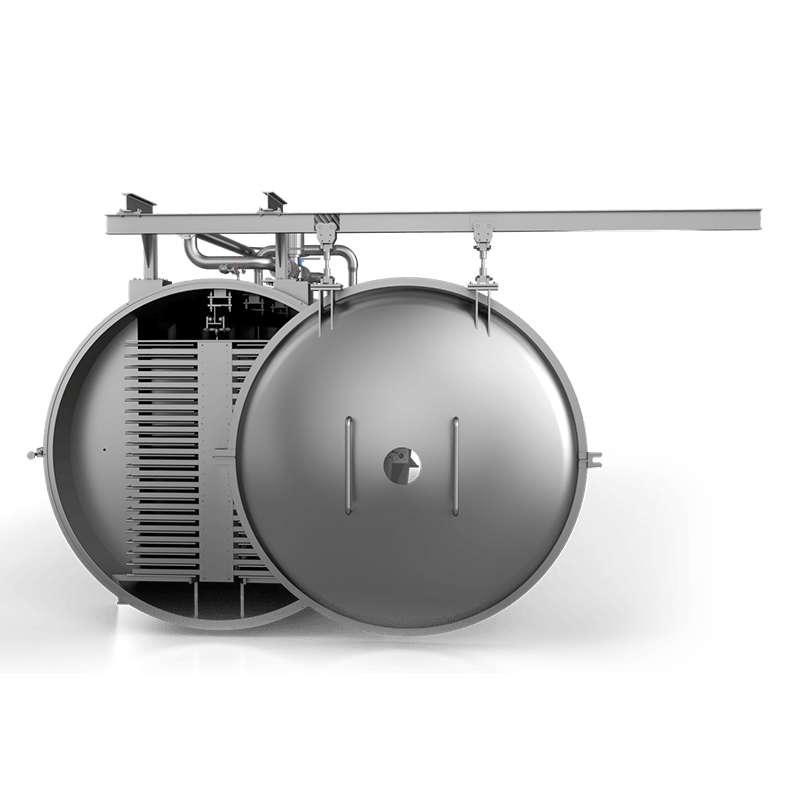
Componentes principais de um liofilizador
Independentemente da escala, todos os liofilizadores profissionais compartilham sistemas principais projetados para alcançar e manter as condições extremas necessárias para a sublimação:
- Sistema de vácuo: Essencial para baixar a pressão da câmara muito abaixo do ponto triplo da água.
- Função: Cria o profundo vácuo necessária para facilitar a sublimação de gelo diretamente em vapor.
- Métrica de desempenho: Desempenho de vácuo e estanqueidade são fundamentais para evitar a infiltração de ar e manter a pressão baixa durante todo o ciclo de secagem.
- Sistema de refrigeração: Responsável pela refrigeração do produto e do condensador de gelo.
- Função: Resfria o produto abaixo do seu ponto de congelamento (muitas vezes até - 4 0 ∘ C ou inferior) e resfria o condensador (muitas vezes até - 7 0 ∘ C to - 8 5 ∘ C ) para reter o vapor de água.
- Sistema de aquecimento (sistema de prateleira): Fornece o calor latente necessário para o processo de sublimação.
- Função: Circula um fluido de transferência de calor (por exemplo, óleo de silicone) através do sistema de prateleiras para fornecer energia controlada ao produto congelado.
- Recurso crítico: Controle de temperatura e uniformidade em todas as prateleiras são vitais para a qualidade consistente do produto e para a prevenção de pontos quentes que podem causar o colapso do produto.
- Sistema de controle: O 'cérebro' da operação.
- Função: Monitora e ajusta os parâmetros do processo (temperatura da prateleira, pressão da câmara, temperatura do condensador) em tempo real. Crucial para otimização de processos e garantir que o produto permaneça dentro dos limites críticos de temperatura. Inclui recursos de registro de dados para conformidade regulatória.
Fatores a serem considerados ao selecionar Equipamento de liofilização para produtos químicos especiais
Selecionar o equipamento correto é uma decisão que afeta a eficiência do processo, a qualidade do produto e a conformidade regulatória.
| Fator | Consideração Crítica para Produtos Químicos Especiais |
| Capacidade e rendimento | Deve estar alinhado com o tamanho esperado do lote e a demanda de produção anual. O super/subdimensionamento impacta os custos de capital e operacionais. |
| Controle de temperatura e uniformidade | A faixa de temperatura necessária deve exceder as temperaturas críticas da formulação. A uniformidade é essencial para a consistência do lote. |
| Desempenho de vácuo e estanqueidade | A capacidade de atingir e manter uma pressão absoluta baixa (por exemplo, $10$ a $100$ mTorr) para sublimação eficaz de solventes complexos. |
| Capacidades de esterilização e limpeza | For produtos farmacêuticos e diagnóstico , CIP/SIP capacidades são muitas vezes obrigatórias para evitar a contaminação cruzada e atender cGMP padrões. |
| Automação e registro de dados | Sistemas de controle avançados (SCADA/PLC) são necessários para ciclos reproduzíveis e detalhados controle de qualidade registros. |
| Conformidade Regulatória (cGMP) | Os equipamentos devem ser projetados, fabricados e documentados para atender a requisitos regulatórios rigorosos (por exemplo, FDA, EMA) para rastreabilidade e operação de materiais. |
Instituto de Pesquisa de Tecnologia de Liofilização Sieno (Jiangsu) Co., Ltd , alavancando seu foco na integração profunda da ciência com fabricação de equipamentos inteligentes , oferece soluções personalizadas que abordam diretamente esses fatores de seleção. Ao utilizar seus equipamento de liofilização inteligente desenvolvido de forma independente e colaborando com especialistas para consolidar os principais recursos de tecnologia de liofilização do mundo, a Sieno garante que seus sistemas forneçam controle preciso de temperatura, integridade robusta de vácuo e recursos avançados automação necessária para estabilizar as especialidades químicas mais sensíveis e, ao mesmo tempo, atender às rigorosas demandas da indústria por escalar and cGMP conformidade.
O processo de liofilização para produtos químicos especiais
O processo de liofilização for especialidades químicas é uma sequência de várias etapas rigorosamente controlada, projetada para remover água e, ao mesmo tempo, preservar a atividade e a estrutura de materiais sensíveis. A precisão em cada etapa é vital para alcançar um produto final de alta qualidade.
Etapas de pré-liofilização
Antes do produto entrar no equipamento de liofilização , uma preparação cuidadosa é essencial para garantir o sucesso de todo o ciclo.
- Formulação: Esta é a etapa mais crítica. Envolve selecionar o principal solvent (geralmente água) e incorporando os aditivos necessários.
- Crioprotetores e Estabilizadores: Aditivos como sacarose , trealose , ou manitol são escolhidos para proteger o material (por exemplo, terapêutica proteica ou enzimas ) durante o estresse de congelamento e secagem, evitando a desnaturação e mantendo a estabilidade.
- Concentração de soluto e pH: Ose factors significantly influence the product's critical temperatures (eutectic or glass transition) and, thus, the subsequent drying parameters.
- Filtragem: As soluções devem ser filtradas para remover partículas e, particularmente para injetáveis e vacinas , para garantir a esterilidade. Isso geralmente é feito usando filtros de membrana de grau estéril ( 0.22 μ m ).
- Preenchimento: O liquid product is dispensed into the final container, such as frascos , bandejas ou ampolas. A uniformidade do volume de enchimento é crucial, pois afeta a dinâmica da transferência de calor durante a secagem.
Estágio de congelamento
Esta etapa define a estrutura física do produto, convertendo o solvente líquido em uma matriz sólida de gelo.
- Taxas de resfriamento controladas: As taxas de resfriamento rápidas ou lentas afetam o tamanho dos cristais de gelo resultantes.
- Resfriamento lento: Tende a produzir menos cristais de gelo maiores, o que pode criar poros maiores no bolo final, levando potencialmente a uma secagem subsequente mais rápida, mas também a uma possível separação de fases.
- Resfriamento Rápido (Extinção): Tende a produzir muitos cristais pequenos e uniformes, o que é frequentemente preferido para aplicações sensíveis nanomateriais para manter a integridade das partículas, mas pode resultar em tempos de secagem mais longos.
- Recozimento (opcional): Isso envolve alternar a temperatura acima do ponto crítico de congelamento por um curto período e depois resfriar novamente. Recozimento pode melhorar a estrutura do cristal de gelo, promover a homogeneidade e aumentar a temperatura crítica da matriz congelada, facilitando uma melhor sublimação.
Estágio de Secagem Primária (Sublimação)
Este é o estágio mais longo, onde a maior parte da água (na forma de gelo) é removida. O produto deve permanecer abaixo da sua temperatura crítica de colapso.
| Parâmetro | Objetivo e Impacto | Comparação/intervalo |
| Pressão da Câmara (Vácuo) | Controlado para permitir sublimação . A pressão mais baixa aumenta a força motriz. | Normalmente 50 to 200 mTorr (ou 6.7 to 26.7 Pai) |
| Temperatura da prateleira (entrada de calor) | Fornece o calor latente para sublimação. Deve ser cuidadosamente controlado para manter a temperatura da interface do gelo abaixo da temperatura de colapso. | Varia muito, muitas vezes - 2 5 ∘ C to 0 ∘ C durante esta fase. |
| Temperatura do produto | O most critical metric. Must be continuously monitored using thermocouples to ensure it never exceeds the material's critical temperature (e.g., glass transition). | Deveria ser 2 ∘ C to 5 ∘ C abaixo da temperatura crítica. |
O robust and precise controle de temperatura e uniformidade do equipamento de liofilização -uma marca registrada de Instituto de Pesquisa de Tecnologia de Liofilização Sieno (Jiangsu) Co., Ltd's sistemas inteligentes desenvolvidos de forma independente – é essencial aqui. Seus sistemas de controle especializados, desenvolvidos através de colaborações estratégicas com especialistas em ciência de alimentos, podem executar perfis térmicos complexos e manter a profundidade vácuo necessário para sustentar a sublimação de forma eficiente sem comprometer a integridade do produto químico especializado congelado.
Estágio Secundário de Secagem (Dessorção)
Uma vez removida a maior parte do gelo, o objetivo passa a ser a remoção do restante, adsorvido umidade.
- Removendo umidade residual: O shelf temperature is gradually increased, and the vacuum is maintained or slightly reduced. This provides energy to break the molecular bonds between the water molecules and the dry product matrix.
- Otimizando Temperatura e Pressão: Este estágio é otimizado para atingir o nível extremamente baixo desejado teor de umidade (frequentemente <1%), o que é crítico para a longo prazo estabilidade e prazo de validade . O processo deve equilibrar a necessidade de baixa umidade com o risco de degradação térmica em temperaturas mais elevadas.
Etapas de secagem pós-congelamento
O cycle is not complete until the product is safely contained.
- Preenchimento com Gás Inerte: Antes de o vácuo ser liberado, a câmara é muitas vezes recarregada com um gás inerte (por exemplo, nitrogênio ou argônio ) para evitar a degradação oxidativa ao abrir.
- Rolhando Frascos: Os frascos são selados ainda sob vácuo ou atmosfera de gás inerte, uma função muitas vezes integrada diretamente no liofilizador de produçãos .
- Vedação e embalagem: O final packaged product is prepared for storage and distribution.
Otimizando Parâmetros de Liofilização
Otimização de processos é a fase onde a ciência encontra a engenharia, garantindo que o especialidades químicas freeze drying equipment opera com eficiência máxima, garantindo a qualidade do produto para especialidades químicas . A otimização requer ajuste fino de protocolos de formulação, congelamento e secagem.
Otimização de Formulação
O formulation determines the physical behavior of the product during freezing and drying. Optimizing it minimizes stress on the active ingredient and maximizes final product stability and performance.
- Selecionando crioprotetores apropriados:
- Objetivo: Para proteger a estrutura do ingrediente ativo (por exemplo, um proteína terapêutica ou enzima ) durante a fase de congelamento e manter uma estrutura de bolo estável e não colapsada durante a secagem.
- Entidades Comuns: Sacarose , trealose e manitol são amplamente utilizados. A trealose é frequentemente preferida para produtos biológicos devido à sua capacidade superior de estabilizar proteínas e manter a estabilidade celular. viabilidade ( probióticos ) substituindo moléculas de água.
- Otimizando a concentração de soluto e o pH:
- O concentration of excipients dictates the critical temperatures, such as the eutectic point or glass transition temperature.
- O pH impacts the charge and stability of proteins and other sensitive molecules, requiring buffer systems that maintain the optimal pH durante todo o processo.
Otimização do protocolo de congelamento
O freezing protocol dictates the ice crystal size and distribution, which directly affects the resistance to mass transfer during primary drying.
- Determinando taxas de resfriamento ideais:
- Impacto: Determina o tamanho dos cristais de gelo. O resfriamento mais lento produz cristais maiores, potencialmente encurtando o tempo de secagem primária, mas aumentando o risco de danos criogênicos. O resfriamento mais rápido produz cristais menores, necessários para manter a integridade do nanomateriais , mas aumenta o tempo de secagem.
- Otimização: É selecionada uma taxa de resfriamento que equilibra a estabilidade do produto, a morfologia desejada e o tempo de secagem eficiente.
- Recozimento Cycles:
- Objetivo: Aquecer o produto logo abaixo do seu ponto de fusão por um curto período e depois resfriar novamente. Isso promove o crescimento de cristais menores e instáveis em cristais maiores e mais estáveis, o que pode reduzir o tempo de secagem primária em $20\%$ a $50\%$ em alguns casos, sem aumentar a degradação do produto.
Otimização do Ciclo de Secagem
Otimizar o ciclo de secagem consiste em maximizar a entrada de calor (temperatura da prateleira), garantindo ao mesmo tempo a temperatura da câmara vácuo mantém a temperatura do produto abaixo da sua temperatura crítica de colapso.
| Parâmetro | Impacto do Aumento | Meta de otimização |
| Temperatura de prateleira | Aumenta a taxa de sublimação (secagem mais rápida); Aumenta o risco de colapso se for muito alto. | Maximize a entrada de calor sem deixar que a temperatura do produto exceda a temperatura crítica. |
| Pressão da Câmara | Aumenta a temperatura do produto (sublimação mais lenta); Aumenta a eficiência da transferência de massa em baixas pressões. | Encontre a pressão mais alta permitida que mantenha um vácuo profundo e mantenha a interface do gelo suficientemente fria. |
| Tempo de secagem | Aumenta o consumo de energia ; Melhora a remoção de umidade residual . | Encurtar a secagem primária para maior eficiência; Estenda a secagem secundária para atingir ultra-baixo teor de umidade para estabilidade. |
- Usando Tecnologia Analítica de Processo (PAT):
- Avançado equipamento de liofilização incorpora PAT ferramentas (por exemplo, espectroscopia de absorção de laser de diodo ajustável - TDLAS, manômetros de capacitância e termopares) para monitorar o processo em tempo real.
- Isto permite o monitoramento contínuo da temperatura do produto e do fluxo de vapor de água, permitindo o ajuste dinâmico da temperatura e pressão da prateleira para garantir que o produto seja seco o mais rápido possível, sem risco de colapso, levando a perdas significativas. otimização de processos .
Instituto de Pesquisa de Tecnologia de Liofilização Sieno (Jiangsu) Co., Ltd , reconhecendo que a secagem eficaz de produtos de alto valor especialidades químicas depende deste controle térmico e de vácuo preciso, investiu pesadamente no desenvolvimento de soluções personalizadas e equipamento de liofilização inteligente desenvolvido de forma independente . A experiência da Sieno, consolidada através de colaborações estratégicas com escolas universitárias de ciência alimentar, permite-lhes fornecer às empresas alimentares – e por extensão, ao setor de especialidades químicas – um suporte técnico abrangente que abrange desde o processamento de matérias-primas até à embalagem de produtos acabados. Isso garante que os clientes possam fazer a transição eficiente de protocolos laboratoriais otimizados para ciclos de produção automatizados em larga escala, capacitando-os a obter ganhos de eficiência e controle de qualidade atualizações.
Aplicações de liofilização em produtos químicos especializados
O utility of liofilização (liofilização) abrange vários setores dentro do especialidades químicas indústria, impulsionada pela sua capacidade de estabilizar materiais sensíveis e de alto valor. Este processo é essencial para materiais onde a manutenção atividade , viabilidade , ou a integridade estrutural precisa não é negociável.
Produtos farmacêuticos
A liofilização é fundamental para o desenvolvimento e fabricação de produtos biofarmacêuticos modernos, garantindo a longo prazo estabilidade e eficácia de medicamentos complexos.
- Vacinas e Injetáveis: Muitas vacinas modernas, especialmente vacinas vivas atenuadas ou de subunidades, requerem processamento em baixa temperatura. A liofilização preserva a atividade biológica e a estrutura desses ingredientes ativos, permitindo o armazenamento e o transporte sem necessidade contínua de congelamento, ampliando significativamente sua duração. prazo de validade .
- Terapêutica de Proteínas e Anticorpos: Grandes moléculas biológicas, como monoclonais anticorpos e recombinant proteins, are highly susceptible to denaturation from heat and water. Lyophilization removes water gently, replacing it with stabilizing agents (like trealose ou sacarose ) para manter a estrutura terciária e a função terapêutica da proteína após a reconstituição.
Diagnóstico
No campo de diagnóstico, a precisão e a confiabilidade são fundamentais, tornando a liofilização uma ferramenta crítica para reagentes e calibradores.
- Enzimas, Anticorpos e Calibradores: Os kits de teste de diagnóstico geralmente dependem de reagentes biológicos altamente sensíveis, como enzimas ou antibodies to detect specific biomarkers. Freeze drying stabilizes these components, ensuring their activity remains consistent over time. Calibradores e controls are lyophilized to ensure a precise, non-degrading standard for assay validation.
- Benefícios: O process ensures the high purity, consistency, and stability needed for reliable and reproducible diagnostic results across different batches and geographies.
Probióticos e Enzimas
Manter a função biológica e a viabilidade celular de organismos vivos e biocatalisadores é uma área de aplicação chave para a liofilização.
- Probióticos: preservando a viabilidade e estabilidade dos microrganismos: As culturas bacterianas vivas são extremamente sensíveis ao calor e à umidade. A liofilização é o método preferido para suplementos probióticos comerciais, pois reduz significativamente o teor de umidade a um nível inerte, colocando os microrganismos num estado de animação suspensa. Isso maximiza a célula viabilidade sobre o produto prazo de validade .
- Enzimas: Mantendo Atividade e Estabilidade: Industrial e farmacêutico enzimas (biocatalisadores) perdem atividade se a sua integridade estrutural for comprometida. A liofilização permite que as enzimas sejam armazenadas como pó seco, prontas para uso imediato em reações químicas ou ensaios, sem a degradação do desempenho associada ao armazenamento de líquidos ou à secagem convencional.
Nanomateriais e Materiais Avançados
A liofilização é cada vez mais empregada na ciência de materiais avançados para criar produtos com morfologia e estrutura controladas.
- Criação de dispersões estáveis e tamanhos de partículas controlados: Técnicas como a liofilização evitam a aglomeração ou aglomeração de nanomateriais (por exemplo, liposomes or carbon nanotubes) that can occur during evaporation. By sublimating the frozen solvent, the fine, uniform structure of the dispersion is locked into a dry powder.
- Morfologia Controlada: O structure of the final bolo liofilizado pode ser influenciado pelo protocolo de congelamento, permitindo aos pesquisadores controlar a porosidade e a área superficial, o que é vital para sistemas de distribuição de medicamentos e suportes catalíticos avançados.
O application of freeze drying across these high-stakes industries requires not just standard equipment but fabricação de equipamentos inteligentes adaptado para perfis térmicos e de vácuo complexos. Instituto de Pesquisa de Tecnologia de Liofilização Sieno (Jiangsu) Co., Ltd exemplifica essa especialização. O trabalho fundamental da Sieno, que inclui a profunda integração da ciência dos alimentos liofilizados com a fabricação de equipamentos inteligentes e o aproveitamento dos principais recursos de tecnologia de liofilização do mundo, garante que eles possam fornecer produtos robustos e altamente controlados. equipamento de liofilização necessário para estabilizar e preservar as entidades mais delicadas, desde probióticos complexo terapêutica proteica .
Melhores práticas para produtos químicos especiais de liofilização
Alcançar resultados consistentes e de alta qualidade quando sensível à liofilização especialidades químicas exige o cumprimento estrito de melhores práticas em desenvolvimento, gerenciamento de equipamentos, controle de qualidade e conformidade.
Desenvolvimento e expansão de processos
A transição de uma formulação bem-sucedida em escala laboratorial para um produto comercial é uma tarefa complexa que exige ciência e engenharia rigorosas.
- Conduzindo estudos completos de viabilidade e otimização de processos: Os estudos iniciais devem determinar com precisão as temperaturas críticas do produto usando técnicas como microscopia liofilizada ou calorimetria diferencial de varredura (DSC). Os dados resultantes são usados para definir a janela operacional segura para temperatura da prateleira e temperatura da câmara. vácuo , garantindo otimização de processos antes de se comprometer com corridas em grande escala.
- Usando modelos de aumento de escala para prever o desempenho em escalas maiores: A transferência de calor e massa é dramaticamente diferente em um pequeno frasco em um liofilizador de laboratório contra centenas de frascos em um liofilizador de produção . Aumento de escala modelos (com base no coeficiente de transferência de calor do frasco $K_v$) são usados para prever com precisão o tempo de secagem primária e os perfis de temperatura, permitindo que equipamentos maiores executem o ciclo de laboratório otimizado de forma eficaz.
Qualificação e Validação de Equipamentos
Para conhecer cGMP requisitos, todos equipamento de liofilização devem ser sistematicamente verificados e comprovados para funcionar de acordo com as especificações.
- Garantir que o equipamento atenda às especificações de desempenho e aos requisitos regulamentares: Isso inclui Qualificação de Instalação (IQ), Qualificação Operacional (OQ) e Qualificação de Desempenho (PQ). Estas etapas verificam se o vácuo system , sistema de refrigeração e sistema de controle todos funcionam dentro da faixa de tolerância exigida.
- Validando o processo de liofilização para demonstrar reprodutibilidade e consistência: A Validação do Processo prova que um ciclo de liofilização específico produz consistentemente um produto que atende a todos os atributos de qualidade (por exemplo, objetivo teor de umidade e estabilidade ) em vários lotes e ao longo do tempo.
Controle e Garantia de Qualidade
Robusto controle de qualidade procedimentos são obrigatórios para valores elevados especialidades químicas , particularmente em produtos farmacêuticos and diagnóstico .
- Implementando Procedimentos Robustos de Controle de Qualidade: Isto envolve o monitoramento de parâmetros em processo (por exemplo, dados TDLAS, gráficos de pressão da câmara) e atributos do produto pós-processo.
- Usando técnicas analíticas para caracterizar o produto liofilizado:
- Conteúdo de umidade residual: Medido normalmente por titulação Karl Fischer ou análise termogravimétrica (TGA). Crucial para prever o longo prazo prazo de validade . A meta geralmente é <1%.
- Estabilidade: Os testes envolvem estudos de estabilidade acelerados e em tempo real para garantir que o produto (por exemplo, vacinas , enzimas ) mantém atividade durante a vida pretendida.
- Tempo de reconstituição e aparência: Um rápido, claro e completo reconstituição é um atributo chave de qualidade, indicando uma qualidade adequada e não recolhida. bolo liofilizado estrutura.
Solução de problemas comuns
Antecipar e resolver rapidamente problemas comuns minimiza a perda de lotes e o tempo de inatividade.
| Problema comum | Causa provável | Solução de melhores práticas |
| Colapso ou derretimento do bolo | A temperatura do produto excedeu a temperatura crítica de colapso durante a secagem primária. | Abaixe a temperatura da prateleira; Aumentar o vácuo da câmara; Usar PAT (TDLAS/termopares) para melhor monitoramento da temperatura. |
| Má Reconstituição | Congelamento não ideal (muito rápido/muito lento) ou secagem primária/secundária excessiva levando a uma estrutura de produto densa. | Otimizar crioprotetores na formulação; Ajuste a taxa de resfriamento ou implemente um recozimento ciclo. |
| Perda de atividade/potência | Ormal or cryo-damage occurred during freezing or secondary drying. | Use estabilizadores mais eficazes ( trealose ); Abaixe a temperatura final de secagem secundária. |
Considerações Regulatórias
A conformidade com as autoridades de saúde globais é necessária para qualquer especialidade química destinada ao uso humano ou animal.
- Compreendendo e cumprindo os regulamentos relevantes: Todas as atividades, desde a formulação até a embalagem final, devem seguir as diretrizes estabelecidas por autoridades como a FDA, EMA e órgãos reguladores locais. Isto abrange cGMP requisitos de fabricação, rastreabilidade de materiais e documentação de processos.








")


")
")

")










 +86-180 6875 7376
+86-180 6875 7376  +86- (0) 519-8578 6988
+86- (0) 519-8578 6988  emmy@jsblk.com
emmy@jsblk.com  Cidade de Zhenglu, distrito de Tianning, cidade de Changzhou, província de Jiangsu, China
Cidade de Zhenglu, distrito de Tianning, cidade de Changzhou, província de Jiangsu, China